Ремонт и изпитване на функционни вентили КЕО, КЕ1 и КЕ2

Използването на текстове и изображения от настоящата статия е допустимо само при задължително посочване на автора и поставяне на активен линк към оригиналния източник. Нека проявяваме професионално уважение към труда, знанията и опита, вложени в това изследване.
Настоящият наръчник е предназначен за техническия персонал, работещ в железопътни депа и специализирани работилници за ремонт на спирачна арматура. Той описва стъпка по стъпка процедурата за ремонт на функционни вентили от спирачна система КЕ на Knorr-Bremse, монтирани на железопътни товарни и пътнически вагони.
Процедурите в наръчника са еднакви за всички разновидности на КЕ вентила: КЕТ, КЕО, КЕ1 и КЕ2. Разликите между отделните модификации са описани в уводната глава, а там, където при конкретен модел има специфика, тя е отбелязана изрично.
Наръчникът е структуриран в логическа последователност на ремонтния процес — от предварителната подготовка извън работилницата до завършването на работата по чело и поставяне на вентила на въртящото менгеме за продължаване на ремонта. Следващите глави от наръчника ще описват разглобяването на вътрешния механизъм и изпитването на стенда.
⚠ ВНИМАНИЕ: Функционният вентил е ключов елемент на автоматичната спирачна система. Неправилно извършеният ремонт може да доведе до неизправност на спирачките и да застраши безопасността на движението. Строгото спазване на описаните процедури е задължително.
2. КАКВО Е ФУНКЦИОННИЯТ ВЕНТИЛ КЕ
Общо иписание
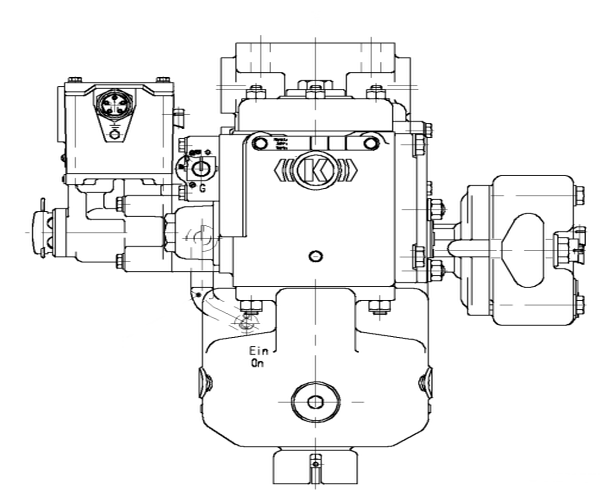
Функционните вентили са апарати, предназначени да извършват задействането на автоматичната пневматична спирачна система на вагона. Те са основни компоненти на тази система и осигуряват безопасността на пътниците, служителите и товарите.
Казано по-просто: функционният вентил е уред, следящ изменението на налягането в Главния въздухопровод (ГВП). По своята същност той е изпълнителен спирачен апарат — при спадане на налягането в ГВП задейства спирачките, а при неговото възстановяване ги освобождава.
Вентилът се монтира на рамата на вагона и е свързан главно към три точки:
- Главен въздухопровод (ГВП) — откъдето получава командното налягане
- Запасен резервоар — откъдето взема въздух при задействане на спирачките
- Спирачен цилиндър — към който подава или от който изпуска въздух
Принцип на действие
Функционният вентил КЕ извършва три основни процеса:
1. Зареждане
При нормална работа (без спиране) налягането в ГВП е около 5 bar. Вентилът зарежда запасния резервоар до работно налягане и държи спирачния цилиндър без налягане — спирачките са освободени.
2. Задържане (задействане)
При спиране машинистът намалява налягането в ГВП. Вентилът реагира на спада и насочва въздух от запасния резервоар към спирачния цилиндър. Спирачките се задействат. КЕ системата е неизтощаема — позволява степенно задействане и степенно разхлабване.
3. Разхлабване
При повишаване на налягането в ГВП вентилът изпуска въздуха от спирачния цилиндър и зарежда отново запасния резервоар. Спирачките се освобождават.
Системата КЕ е неизтощаема спирачка — позволява многократно степенно задействане и освобождаване без загуба на ефективност, за разлика от изтощаемите системи.
Разновидности на функционния вентил КЕ
Ще говоря за следните разновидности, като всяка следваща се получава чрез добавяне на нови елементи към предишната:
| Модел | Режим | Характеристика |
| КЕО | Товарни и пътн. | За товарни и пътнически влакове; надгражда КЕТ |
| КЕ1 | Товарни и пътн. | Като КЕО, с едностепенен преводач на налягането |
| КЕ2 | Товарни и пътн. | Като КЕ1, допълнен с теглови регулатор — изменя спирачната сила според натоварването на вагона |
| КЕsS | Бързи/експресни | За бързи и експресни влакове; добавен ускорител на задействането |
2.4 Индексите а, b, c и d
Означенията КЕО, КЕ1 и КЕ2 могат да се срещнат с индекси а, b или с, показващи направени подобрения:
- а — добавен предпазител срещу препълване на командна камера А при пълнителен удар
- b — подобрение а плюс повишена готовност за действие след пълно разхлабване
- с — подобрения а и b плюс ускорено задържане
Индексът d (напр. КЕ0dv) означава, че вентилът е с фиксиран клапан за максимално налягане. При тази модификация дюзовата вложка е Е3/5 (вместо Е/1) и в пълнителя „R“ са сменени пружина и клапан, позволяващи бързо зареждане на запасния резервоар до 4,1 bar, след което пълненето до 5 bar продължава само през дюзата.
2.5 КЕФ — следващото поколение
КЕФ е най-новото поколение функционни вентили на Knorr-Bremse. Той не е предмет на настоящия наръчник, но е важно да се знае, че при капитален ремонт на подвижен състав КЕФ е препоръчителна замяна на по-старите КЕ серии. Ремонтната документация за КЕФ се издава отделно.
3. МЕРКИ ЗА БЕЗОПАСНОСТ
⚠ ВНИМАНИЕ:
Задължителни изисквания по време на целия ремонтен процес:
- Лични предпазни средства: защитни очила, работни ръкавици, работно облекло
- При работа с нафта или разтворители — добра вентилация на помещението, без открити пламъци
- Ползвайте само изправен инструмент — повреден ключ или флашка може да причини наранявания
- Не форсирайте шпилките при минаване с флашка — рискувате скъсване
- Въртящото менгеме се обслужва само от обучен персонал
- Свалените части наредете организирано — сбъркана или изгубена част компрометира ремонта
4. ПРЕДВАРИТЕЛНА ПОДГОТОВКА ИЗВЪН РАБОТИЛНИЦАТА
Преди да бъде внесен в работилницата, вентилът се подлага на предварителна подготовка в зоната за груба обработка. Целта е да се отстранят натрупаните ръжда, кал и груби замърсявания и работилницата да се запази чиста.
Почистване с телена четка
Механичното почистване с телена четка е първата задължителна операция.
- Изберете подходяща телена четка — бормашина с телена четка за бормашина за по-тежки наслоявания, ръчна стоманена четка за по-достъпни места.
- Обработете методично всички повърхности на корпуса — от всички страни, около фланците и около шпилките.
- Обърнете специално внимание на четирите шпилки М12 на челото — там ръждата и старите уплътнителни остатъци се натрупват най-силно.
- Свалените замърсявания събирайте и изхвърляйте по установения ред.
⚠ ВНИМАНИЕ: При работа с бормашина и телена четка задължително ползвайте защитни очила и ръкавици.
Издухване със сгъстен въздух
Непосредствено след почистването с четката вентилът се продухва с пистолет за сгъстен въздух.
- Насочете пистолета в кухините на корпуса, между фланците и около шпилките.
- Продухайте всички резбови отвори.
- Работете на добре проветрено място или под аспирационна уредба.
- Прегледайте визуално — не трябва да остават видими груби замърсявания.
⚠ ВНИМАНИЕ: Задължително ползвайте защитни очила — отхвърлените частици са опасни за очите.
ℹ Едва след това вентилът се внася в работилницата за ремонт.
5. РЕМОНТ НА ЧЕЛОТО
В работилницата се извършва ремонтът на челото — демонтаж, почистване, подмяна на гумата и филтъра при необходимост, и монтаж. Следвайте стриктно реда на стъпките.
Поставяне на масата
Вентилът се поставя стабилно на работната маса, в позиция осигуряваща достъп до челото от всички страни. При необходимост се ползват подложки за стабилизиране на корпуса.
Демонтаж на чело, филтър и гума
Челото включва входния филтър и уплътнителната гума. Демонтажът се извършва внимателно, без рязко издърпване.
- Развийте болта М8 с ключ или тресчетка.
- Демонтирайте челния филтър.
- Свалете челната гума (уплътнение).
- Наредете всички свалени части в правилен ред на масата за оглед.
Разглобяване и почистване на челния филтър
Челният филтър (наричан още , груб филтър) предпазва вътрешния механизъм от замърсявания, постъпващи от ГВП. Неговото състояние е критично за правилното функциониране на вентила.
- Разглобете филтъра напълно.
- Огледайте филтърното сито за запушване, корозия или механична повреда.
- Почистете ситото с четка и промийте с нафта.
- Огледайте корпуса на филтъра за пукнатини или деформации.
- При необратима повреда — корозия, пробив, деформация — подменете филтъра изцяло с нов.
ℹ При съмнение дали филтърът е годен — подменете го. Запушен или повреден филтър ограничава въздушния поток и нарушава работата на вентила.
Оценка и смяна на челната гума
Челната гума е основното уплътнение между вентила и носача. При всеки ремонт се оглежда критично. Задължителна смяна при:
- Видима деформация, изкривяване или набъбване на материала
- Пукнатини, прорези или разкъсвания по уплътнителната повърхност
- Втвърдяване или загуба на еластичност
- Неравномерно изтъняване по периметъра
- Следи от течове при предишна експлоатация
⚠ ВНИМАНИЕ: При наличие на дори един от тези признаци гумата се подменя задължително. Монтирането на дефектна гума е недопустимо.
Обработка на шпилките М12
Четирите шпилки, се обработват с флашка М12. Целта е да се почистят резбите от корозия, деформации и стари уплътнителни материали.
- Огледайте всяка шпилка за огъване или скъсан гребен — при такива дефекти шпилката се подменя.
- Минете флашката М12 по цялата дължина на резбата — без форсиране.
- Продухайте резбата с въздух след обработката.
- При силна корозия нанесете антисизийна паста на резбата преди монтажа.
⚠ ВНИМАНИЕ: Не форсирайте флашката — при скъсана резба шпилката трябва да се подмени изцяло.
Почистване на уплътнителната повърхност на челото
Уплътнителната повърхност на челото трябва да е перфектно чиста преди монтажа на новата гума. Следвайте точно тази последователност:
Стъпка 1 — Механично изчистване
Изчистете перфектно цялото чело от стари уплътнителни остатъци, ръжда и замърсявания с четка или шлифовъчна хартия (Шкурка). Повърхността трябва да е гладка и суха.
Стъпка 2 — Измиване с нафта
Измийте повърхността с нафта (технически дизел) или подходящ разтворител с парцал или четка. Целта е пълно отстраняване на маслените замърсявания.
Стъпка 3 — Подсушаване
Оставете повърхността да се подсуши естествено или подпомогнете с поток въздух. Не монтирайте гумата върху влажна повърхност.
Стъпка 4 — Продухване
Продухайте повърхността и всички резбови отвори с пистолет за въздух за окончателно изчистване от прахови частици.
ℹ Дори малко замърсяване под гумата може да причини течове. Чистотата на уплътнителната повърхност е критична.
5.7 Монтаж на челната гума и филтъра

Монтажът се извършва в обратен ред на демонтажа. Задължителни изисквания:
- Подмажете леко новата гума с грес (Molykote PG-54 / PG-75) — само тънък слой, за улеснение при монтажа.
- Монтирайте гумата в гнездото — убедете се, че е наседнала правилно по целия периметър без изкривяване.
- Подмажете леко контактните повърхности на филтъра преди монтажа.
- Монтирайте филтъра.
Монтаж на въртящото менгеме
След завършване на ремонта на челото, вентилът се поставя на въртящото менгеме. То осигурява удобно позициониране при последващите операции — разглобяване на вътрешния механизъм.
- Поставете вентила симетрично в менгемето — без деформиране на корпуса.
- Фиксирайте в желаната работна позиция.
- Проверете стабилността — вентилът не трябва да се движи по време на работа.
⚠ Специална бележка относно смазочните материали
В практиката на БДЖ често се разчита на наследени спецификации и по-стари видове смазки. Въпреки това, моето категорично мнение е, че при ремонта на съвременна железопътна арматура ТРЯБВА да се прилага т.нар. „Златен стандарт“ на VPI / Knorr-Bremse.
Съгласно международните изисквания за спирачни системи на Knorr-Bremse, стандартът изисква използването на високотехнологични синтетични смазки, които гарантират запазване на еластичността на гумените детайли и безпроблемна работа при екстремни температурни условия (от -40°C до +70°C).
Препоръчителни смазочни материали:
- Molykote PG-54 / PG-75: Специализирана силиконова грес за метало-гумени двойки. Тя е неутрална към уплътненията и предотвратява тяхното раздуване или напукване.
- Klüberplex BE 31-102: Високоефективна грес, проектирана да издържа на дълги ревизионни интервали без промяна на вискозитета.
- Renolit HLT 2: Еталон за работа при ниски температури, осигуряващ гладко движение на буталата през зимата.
Защо това е важно? Използването на греси на минерална основа (като масово разпространените в миналото) води до бърза деградация на новите маншети и О-пръстени. Изборът на правилна смазка не е просто въпрос на изискване, а гаранция, че вентилът ще премине успешно изпитванията на стенда и ще работи безотказно до следващата планова ревизия.
ℹ Въртящото менгеме се обслужва само от обучен персонал.
ПРОВЕРКА ЗА ТЕЧОВЕ НА ВЪРТЯЩОТО МЕНГЕМЕ
След монтажа на вентила на въртящото менгеме и преди да се пристъпи към разглобяване на вътрешния механизъм, се извършва проверка за течове под налягане. Тази стъпка е изключително важна — тя показва предварително кои места имат пропуски и насочва вниманието при разглобяването.
6.1 Зареждане на вентила
Въртящото менгеме разполага с въздухоснабдителна система, чрез която вентилът се зарежда с работно налягане.
- Свържете вентила към въздушната система на менгемето.
- Пуснете въздух и заредете вентила до работно налягане 5 bar.
- Изчакайте 3 до 5 минути — необходимо за пълното зареждане на командна камера А.
ℹ Командна камера А се зарежда бавно — около 3 минути . Не пристъпвайте към пенене преди изтичане на изчаквателното време, тъй като вентилът все още не е в работно равновесие.
6.2 Пенене — проверка за течове
След зареждането вентилът се пени методично с пенообразуваща смес. Целта е да се открият всички места на пропуски преди разглобяването.
- Нанесете сапунена вода или специална течност за проверка на течове върху всички уплътнени места: чело, шпилки и гайки, тръбни присъединения, корпусни уплътнения.
- Наблюдавайте внимателно за мехури — дори малки и бавно образуващи се мехури са индикация за пропуск.
- На удобно и видимо място (бележник, работен лист или табелка към вентила) запишете точно откъде и колко интензивен е пропускът.
- Обходете вентила от всички страни — завъртете менгемето при необходимост.
ℹ Записаната информация е работен ориентир при разглобяването. Тя насочва вниманието кои уплътнения, камери или канали изискват по-задълбочен преглед.
⚠ ВНИМАНИЕ: Не пренебрегвайте дори малки пропуски. Малък теч при студен ремонт може да стане значителен при работни условия.
Изолиране на вентила и изпускане на камера А
След приключване на пенето вентилът се подготвя за разглобяване.
- Изолирайте вентила — затворете подаването на въздух от системата на менгемето.
- Изпуснете въздуха от командна камера А чрез предвидения за целта разхлабителния вентил.
- Убедете се, че налягането е напълно спаднало до нула — проверете манометъра.
- Продухайте вентила с въздух за изчистване на остатъчен въздух от каналите.
⚠ ВНИМАНИЕ: Не разглобявайте вентила преди налягането да е напълно нулево. Остатъчното налягане в камерите може да изхвърли части и да причини наранявания.
ℹ Тази втора проверка дава точна картина за състоянието на клапаните преди разглобяването и определя кои от тях подлежат на задължителна подмяна.
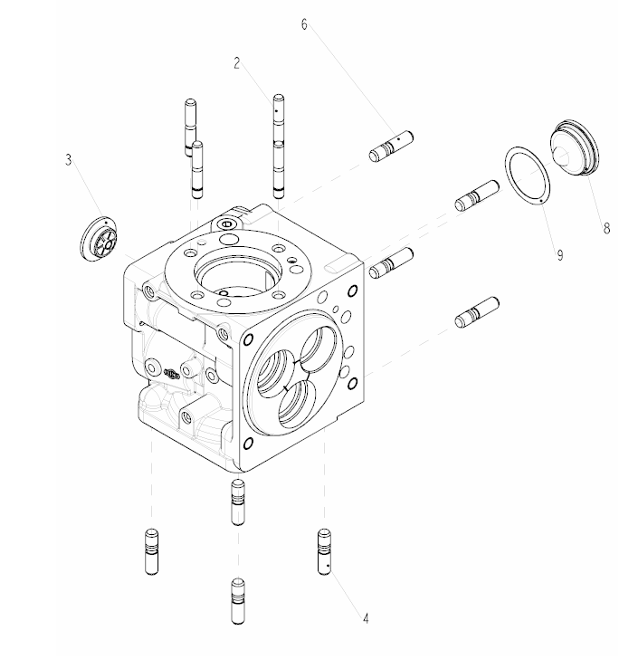
Пълно разглобяване — демонтаж на всички компоненти
След втората проверка за течове и пълното изпускане на въздуха вентилът се разглобява напълно. Целта е да остане голо тяло — всеки компонент демонтиран и отделен за преглед и почистване.
Демонтират се последователно всички основни компоненти, включително (но не само):
Реле вентил
R Пълнителя
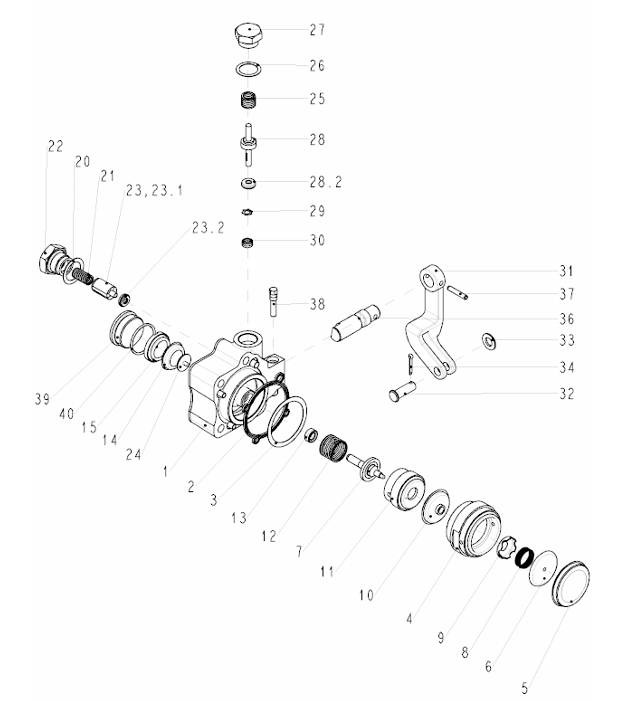
Дюзовата вложка
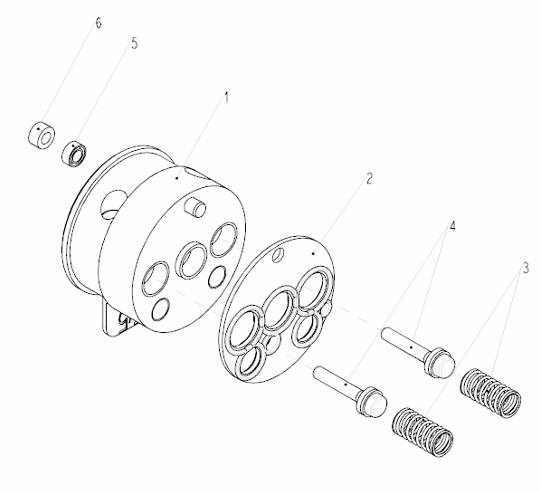
Бутала, пружини и уплътнения
- Останалите вътрешни елементи до голо тяло
ℹ Не е необходимо да се следва строга последователност при демонтажа на отделните компоненти — важното е всяка свалена част да се нареди организирано и да не се смесват части от различни позиции.
Почистване на детайлите
След пълното разглобяване всички детайли се почистват перфектно преди оглед и оценка за годност. Инструментариумът за почистване на детайлите е различен от този за предварителната подготовка на целия вентил:
- Бормашина с телена четка за бормашина — за почистване на детайлите
- Шкурка (шлифовъчна хартия) — за финото почистване на уплътнителните повърхности и седлата
- Четка — за почистване на канали, отвори и трудно достъпни места
- Нафта — за измиване на маслени и мазни замърсявания
- Парцали/кърпи — за избърсване и финално почистване
Всяка повърхност — особено уплътнителните и контактните — трябва да е перфектно чиста, без следи от ръжда, стари уплътнения или отлагания, преди да се пристъпи към оглед и оценка за годност.
ℹ Почистените детайли се наредят на чиста работна повърхност, групирани по принадлежност. Следващата стъпка е огледът и преценката кои части се подменят.
Самото разглобяване в детайли не изисква строга стъпка по стъпка процедура — всеки техник си има собствен подход и начин, започва откъдето му е по-удобно и както е свикнал. Важното е крайният резултат: всичко да е разглобено на съставните му части и частите да са подредени организирано, а не разхвърляни по работната масата.
След пълното разглобяване, прегледа и почистването на всички детайли, основното тяло и ключовите компоненти са готови за незадължителната, но силно препоръчителна процедура — восъчна обработка.
Потапяне във восъчна вана (незадължително, но препоръчително)
След перфектното почистване, измиване, подсушаване и продухване на основното тяло (корпуса) и на основните компоненти, те могат да се подложат на допълнителна защитна обработка — потапяне във вана с разтопен восък.
Тази процедура не е задължителна, но е силно препоръчителна, тъй като осигурява два ключови ефекта:
- Запечатване на дребни шупли и микропореста структура в леяното тяло — предотвратява микротечове
- Защита от корозия — восъкът образува защитен слой върху металните повърхности
Процедура за восъчна обработка
- Основното тяло и основните компоненти (реле вентил, R пълнител , А камера , Ц капак и др.) трябва да са напълно почистени, измити с нафта, подсушени и продухани от всички отвори и дюзи.
- Потопете тялото и компонентите изцяло във ваната с разтопен восък.
- Оставете няколко минути, за да проникне восъкът в порите и дребните шупли.
- Извадете частта и я издухайте незабавно от всякъде — всички отвори, дюзи, канали, резби — за да се отстрани излишният восък от функционалните повърхности.
- Окачете детайла (на кука, стойка или специално приспособление) и го оставете да изсъхне на въздух.
⚠ ВНИМАНИЕ: Не продухвайте частта след изсъхване на восъка — издухването трябва да стане веднага след изваждането, докато восъкът е течен.
ℹ След изсъхване на восъка тялото е готово за монтаж на въртящото менгеме и сглобяване.
НЕОБХОДИМИ ИНСТРУМЕНТИ И МАТЕРИАЛИ
| Инструменти | Материали и консумативи |
| Телена четка (ръчна) Пистолет за сгъстен въздух Флашка М12 Комплект гаечни ключове Тресчетка с накрайници Въртящо менгеме за арматура Бормашина с телена четка за бормашина — за почистване на детайли | Нафта (технически дизел) или разтворител Чисти парцали / кърпи Грес (совалим или силиконова) Антисизийна паста за резби Шлифовъчна хартия (Шкурка) Резервна челна гума (по размер на вентила) Резервен челен филтър (при необходимост) Специални инструменти |
СЛЕДВАЩИ СТЪПКИ
След успешното завършване на описаните процедури вентилът е готов за поставяне на въртящото менгеме и продължаване на ремонта.
⚠ Следва, но вероятно в нова статия, защото тази стана прекалено дълга:
- Преглед, почистване и подмяна на вътрешни елементи
- Сглобяване на вентила
- Изпитване на стенда — процедури, диаграми и критерии за годност
⚠ ВНИМАНИЕ: Можете да изтеглете наръчника, който обхваща пълния цикъл на ремонт и изпитване на функционните вентили КЕ0, КЕ1 и КЕ2 – от предварителната подготовка извън работилницата до успешното преминаване на функционалното изпитване на стенд.
📥 Изтеглете наръчника от ТУК (Формат: PDF | Размер: 5.4 MB | Език: Български)

Намерихте материала за полезен?
Съдържанието на spirachki.eu е безплатно и ще остане такова. Ако статията ти е помогнала — можеш да подкрепиш сайта с малка доброволна сума. Всяко дарение помага за поддръжката и развитието на портала.
2 коментара
Коментарите са изключени.